 Dip coatings are one of the simplest methods to apply a coating to a material and are well-suited to objects with complex geometries. However, the quality of the final coat is significantly influenced by the physical properties of the coating and getting them wrong can lead to several problems, such as uneven thickness and coverage gaps. Understanding three key properties, viscosity, contact angle, and yield stress, gives you the tools needed to diagnose and control these outcomes.
Dip coatings are one of the simplest methods to apply a coating to a material and are well-suited to objects with complex geometries. However, the quality of the final coat is significantly influenced by the physical properties of the coating and getting them wrong can lead to several problems, such as uneven thickness and coverage gaps. Understanding three key properties, viscosity, contact angle, and yield stress, gives you the tools needed to diagnose and control these outcomes.
| Property | What It Governs | Key Risk |
|---|---|---|
| Viscosity | Initial coating thickness and speed of drainage | Too high and cavities don’t fill; too low and the coating drains away |
| Contact Angle / Surface Tension | Wettability of coating onto substrate | Poor wetting can lead to coverage gaps and bubble formation |
| Yield Stress | Stability and final coating thickness | Too low and the coating drains; too high and it won’t flow into recesses |
Contact us to discuss your dip coating issues and which rheological and surface analysis techniques can help.
Viscosity – Initial thickness and speed of drainage
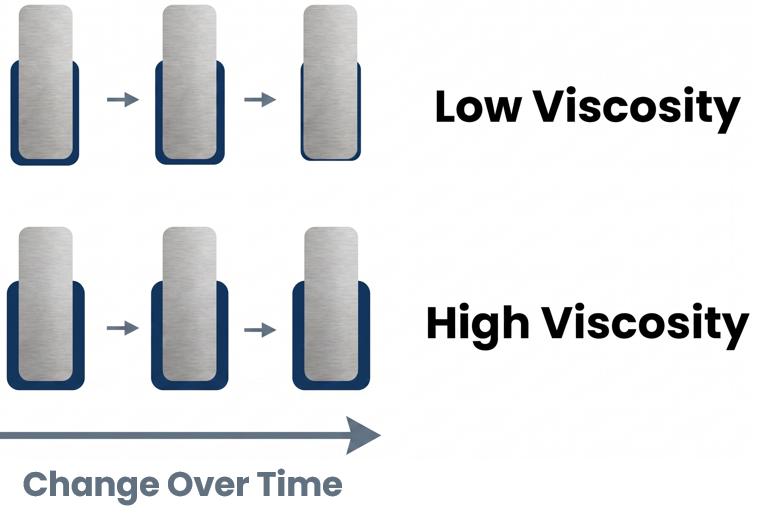
The majority of coatings display non-Newtonian shear thinning behaviour, meaning their viscosity decreases with increasing shear rate. Single-point viscosity measurements obtained with a simple viscometer are therefore insufficient to understand how a coating will respond to varying shear conditions encountered during real-world processing.
In practice, a higher viscosity slows drainage, which can be useful for building film thickness; however, it also slows the ingress of coating into crevices and complex geometries. If the substrate is withdrawn too quickly relative to the coating’s viscosity, air can become trapped and form bubbles that burst to leave gaps. Capturing a full viscosity profile, therefore, allows informed decisions to be made regarding withdrawal speeds and immersion dwell times.
Contact Angle – Preference to wet substrate
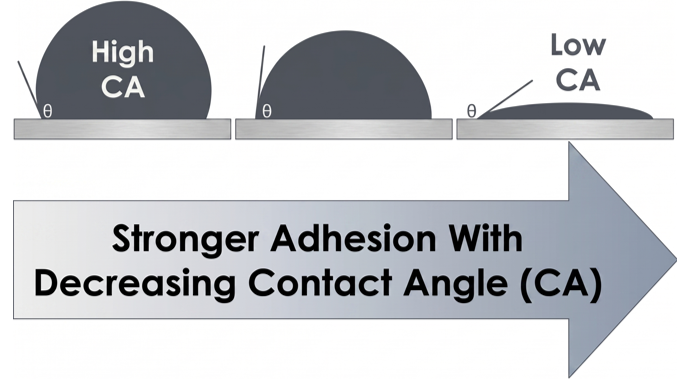 Contact angle is a measure of the angle at which a liquid interface meets a solid surface. A low contact angle between a coating and a substrate indicates good wetting between the materials and is generally desirable for a dip coating process. Poor wetting can promote the formation of bubbles, differences in coating thickness, and even gaps. Surface pre-treatment can be used as a strategy to shift the substrate’s surface free energy to either promote or restrict wetting, depending on whether you need the coating to flow freely or stay confined to specific areas.
Contact angle is a measure of the angle at which a liquid interface meets a solid surface. A low contact angle between a coating and a substrate indicates good wetting between the materials and is generally desirable for a dip coating process. Poor wetting can promote the formation of bubbles, differences in coating thickness, and even gaps. Surface pre-treatment can be used as a strategy to shift the substrate’s surface free energy to either promote or restrict wetting, depending on whether you need the coating to flow freely or stay confined to specific areas.
We can perform static and dynamic contact angle measurements, alongside surface free energy characterisation. A static contact angle measurement provides a measurement of interfacial forces between the liquid, air and substrate once they have reached equilibrium. A dynamic contact angle measurement shows how contact angle changes as a function of either time or tilt, which can be relevant when modelling high-speed processing of highly viscous materials. If a liquid takes a longer time to reach its equilibrium contact angle, this may indicate a limiting factor for withdrawal speed.
Yield Stress – Stability and Coating Thickness
Below the yield stress, a material will deform elastically rather than flow. Above this threshold, it begins to flow like a liquid.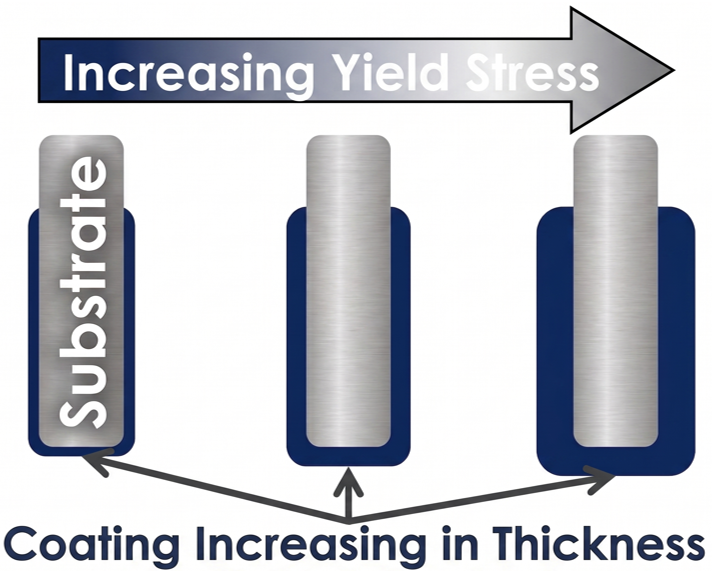
In a dip coating context, gravity acting on the coating applies a shear stress that drives drainage. The coating continues to drain until the coating becomes thin enough that the gravitational stress it exerts falls to the level of its own yield stress. At that point, flow stops and the coat holds at that thickness.
This is why a higher yield stress produces a thicker final coat. However, yield stress must be balanced carefully. If it is too high, the coating will resist flowing into recesses and complex geometries during immersion and can lead to uneven coverage. If it is too low, the coating can drain away before it can hold at a desired thickness.
In addition to influencing application behaviour, a sufficient yield stress acts as a physical net that immobilises particles or droplets. In this regard, it also serves as a useful parameter to investigate long-term storage stability.
Complex Behaviours Explained In An Accessible Manner – Physical Analyses in Dip Coating Brought to You By the Centre for Industrial Rheology
![]() At the Centre for Industrial Rheology, we work with you to understand your needs and recommend the most appropriate test methods for your dip coating process. With results typically delivered within one to two weeks of sample receipts, we provide rapid access to these essential materials insights.
At the Centre for Industrial Rheology, we work with you to understand your needs and recommend the most appropriate test methods for your dip coating process. With results typically delivered within one to two weeks of sample receipts, we provide rapid access to these essential materials insights.
Whether you’re troubleshooting an existing coating problem or looking to better characterise and benchmark new formulations, getting the right data early can save significant time and cost further down the line.