Challenge
A manufacturer of printed electronics approached us with a persistent and costly print quality problem that was disrupting their production line. Some of their silver-loaded screen-printing paste was producing inconsistent results that were proving difficult to diagnose and resolve through process adjustments alone.
Specifically, the customer was experiencing:
- Spreading and slump after deposition
- Inconsistent shelf-life stability

With silver as a key ingredient, the cumulative cost of reprints and wasted material was becoming significant, and the customer needed a reliable way to identify the root cause and implement a solution, rather than continuing to adjust process parameters by trial and error.
Solution
We performed a full rheological profile of both a high-performing and a poorly-performing sample. By directly comparing the two samples across some of our rheological techniques, we were able to pinpoint exactly where the poorly performing paste was falling short. The data pointed to a weakened internal network structure in the failing sample, reflecting differences in the thixotropic agent and binder system between samples.
Business Impact
A clear root cause was identified, providing actionable targets for reformulation, eliminating lengthy and costly trial and error.
The significant difference in yield stress and zero shear viscosity between samples gave the development team specific, quantifiable reformulation targets. This replaced what could have been months of iterative formulation tweaks with a data-driven approach, with results delivered within a week of sample receipt.
Immediate process optimisation enabled quick cost savings before reformulation was complete.
The yield stress data revealed that squeegee pressure settings optimised for the high-performing sample were inappropriate for the failing sample. This allowed the customer to make an immediate interim process adjustment, reducing reprints and silver paste wastage, protecting both material costs and production output while reformulation was underway.
Results
Rheological profiling revealed clear and measurable differences between the two samples across a range of techniques applied.
- Viscosity and Thixotropy – The poorly performing sample exhibited lower viscosity at higher shear rates, meaning the paste arrived at the substrate in a thinner state than intended. This was compounded by a slower thixotropic recovery rate, leaving a wider window during which the deposited ink remained mobile, which would contribute to spreading and slumping.
- Zero Shear Viscosity – Values were again notably lower in the poorly performing sample (173 Pa·s vs 456 Pa·s), suggesting insufficient immobilisation of silver particles in suspension during storage. This helps to explain the observed inconsistencies with shelf-life stability.
- Yield Stress – These findings were mirrored in the yield stress measurements; the poorly performing sample showed a yield stress of 11.3 Pa compared to 47.8 Pa for the high-performing sample, again suggesting insufficient immobilisation of particles during storage.
The data supporting these findings can be found in the analytical findings section below.
Analytical Findings
Viscosity Flow Curve
Viscosity can change based on the shear rate applied for non-Newtonian materials. A shear rate sweep, or flow curve, characterises how a material behaves across a range of shear conditions, and extends insight beyond a single viscosity value that can be provided by a viscometer. This includes low-shear “at-rest” states to the higher shear rates typically experienced in processes such as screen-printing.
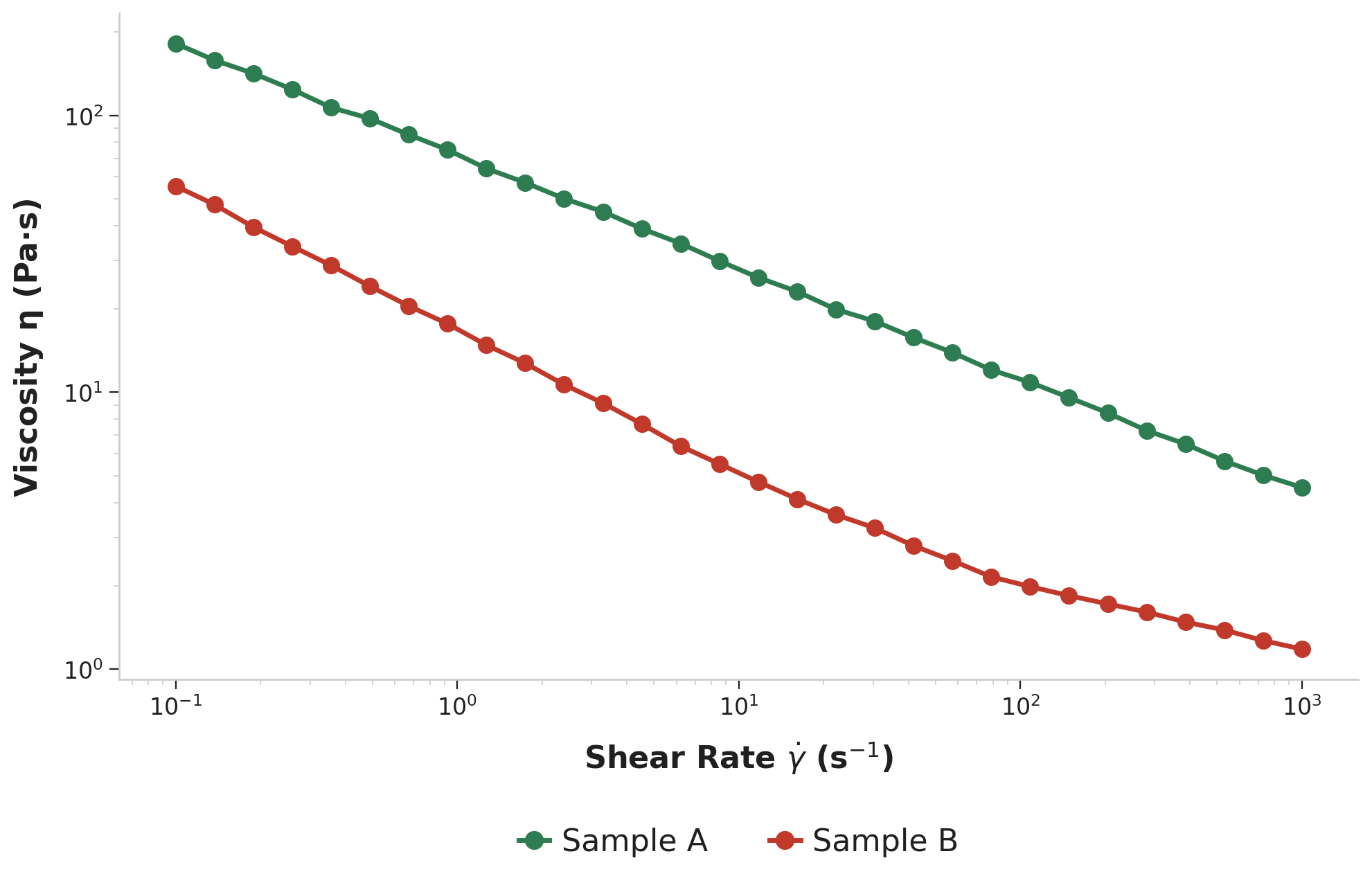
Both samples displayed the shear-thinning behaviour typical of a well-formulated screen-printing paste. However, sample B exhibited a lower viscosity across the measured range. Practically, the lower viscosity of sample B at higher shear rates compared to sample A means that the sample arrives at the substrate in a considerably more fluid state. This can increase the risk of spreading and slumping after deposition.
Thixotropic Recovery
Thixotropy refers to time-dependent changes in viscosity following either the application or the cessation of shear. Measuring this thixotropic response provides insights into how these samples respond to breakdown and how long they take to recover.
The screen-printing pastes were characterised using a three-step thixotropy test. This involved a low shear-step at 0.1 s-1 for 60 seconds, a high-shear step at 1000 s-1 for 30 seconds, and a final low-shear recovery step at 0.1 s-1.
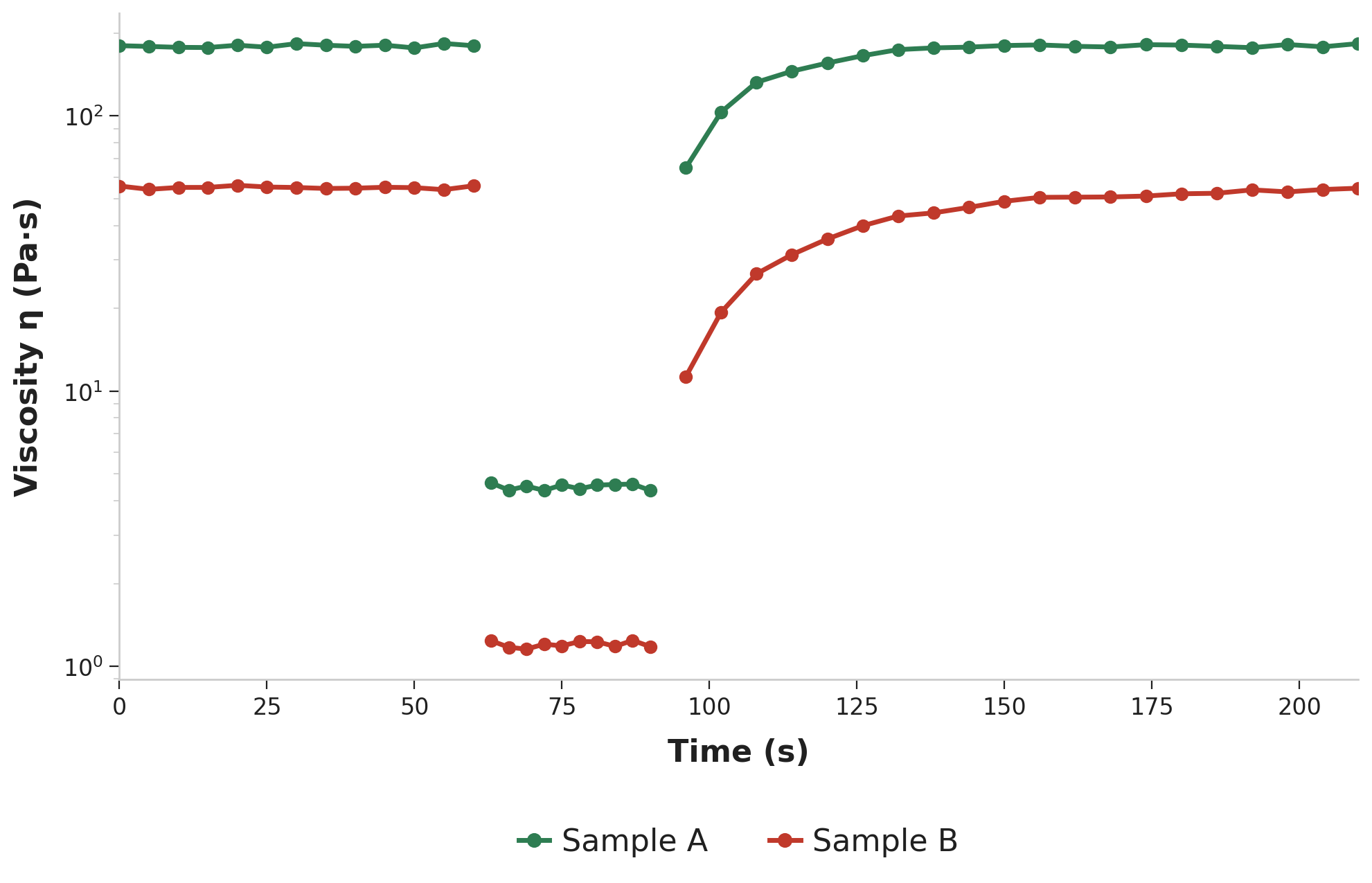
Following high shear, sample A rebuilt its structure quickly, recovering close to its original viscosity within the first 30 seconds. Sample B recovered both more slowly and less completely. Practically, this means sample B remained in a mobile, low-viscosity state for significantly longer after deposition. In printed electronics applications where line spacings can be in the order of microns, even a small delay in structural recovery can be sufficient to cause slumping and spreading.
Zero-Shear Viscosity
The zero-shear viscosity reflects the viscosity of a product when it is effectively at rest. It is arguably one of the most practical indicators of stability, yet it is frequently overlooked as viscometers, and even some rheometers, lack the torque sensitivity to perform such tests. Our research rheometers in the lab offer extraordinary sensitivity, capable of detecting rotational speeds as slow as 1 revolution every 3 months. Despite this, we obtain results in as little as 30 minutes.
Sample A exhibited a zero-shear viscosity plateau of approximately 456 Pa · s, compared to 173 Pa · s for Sample B. The lower plateau value of sample B indicates that its zero-shear viscosity may not be sufficient to immobilise and keep silver particles suspended. This provides a credible explanation for the inconsistent shelf-life stability, with old paste behaving differently from freshly mixed material.
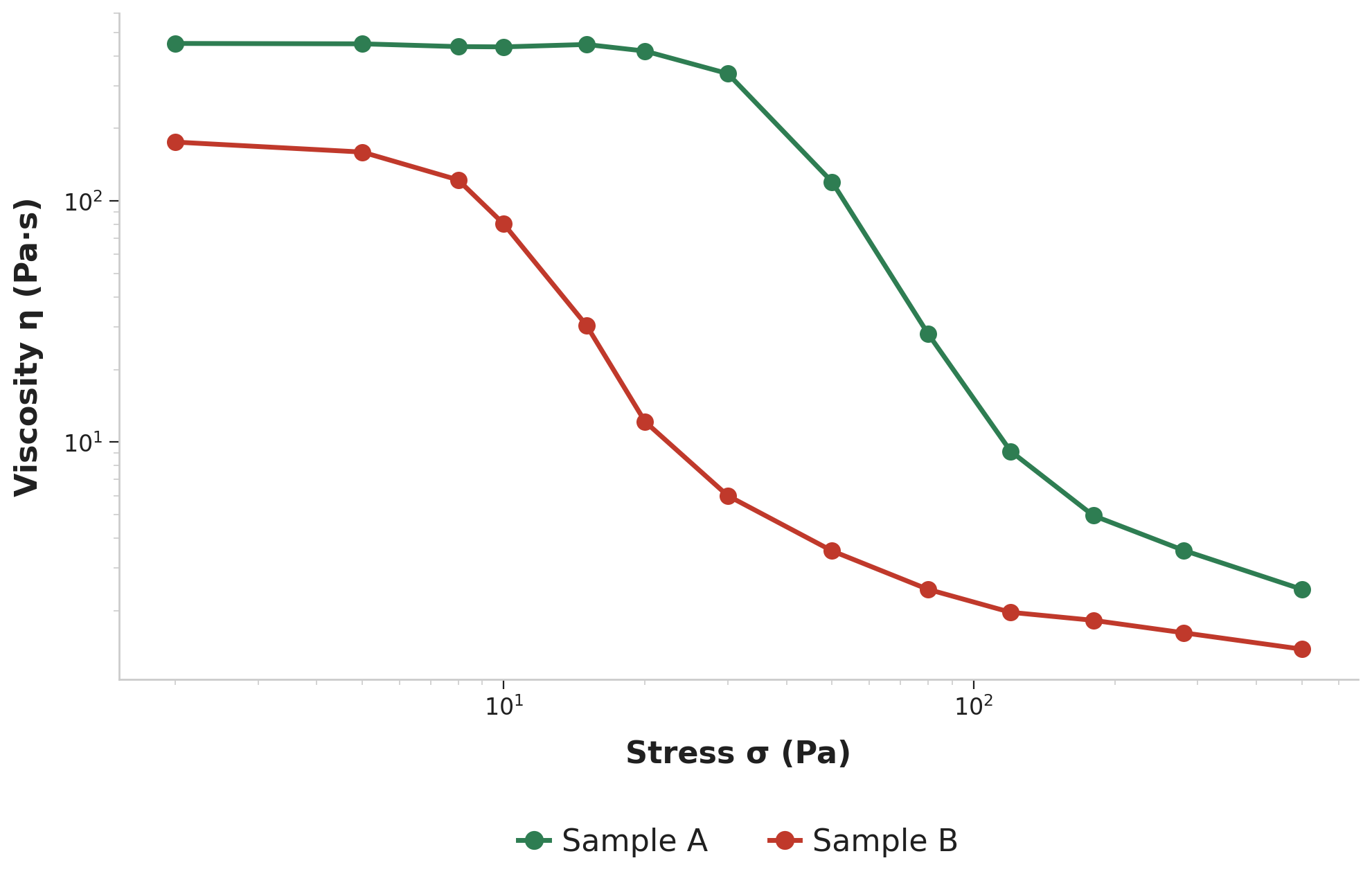
Yield Stress
To get further insights into stability, we go beyond viscosity to look at viscoelasticity and the concept of yield stress. Yield stress is the minimum amount of stress required to make a material flow. Think of it as the “strength” of the internal network when the product is sitting still. A sufficient yield stress acts as a physical net that immobilises particles. To measure this, we utilise oscillatory techniques, where we gently “wobble” the sample to allow us to probe the delicate internal structure present without destroying it.
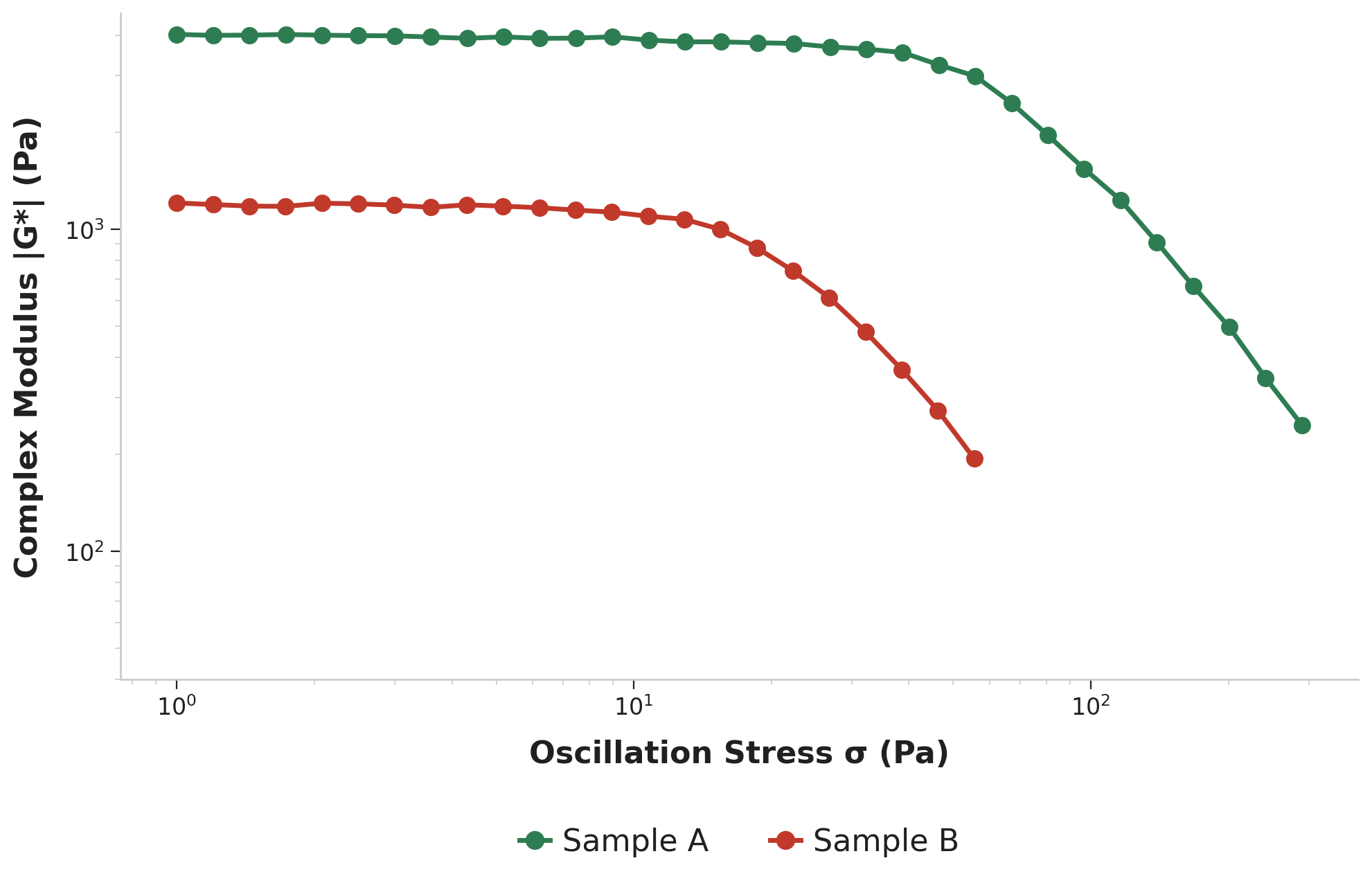
Sample A exhibited a yield stress of 47.8 Pa, compared to 11.3 Pa for sample B. This difference has two practical implications. Firstly, the lower yield stress of sample B would require different squeegee pressure settings, as a paste with a lower yield stress risks being over-deposited if higher pressure settings are retained. Secondly, yield stress is also a key factor governing the paste’s ability to immobilise silver particles during storage. The considerably lower yield stress and zero-shear viscosity of sample B suggest the structure may be insufficient to prevent particle settlement over time, again explaining the inconsistent shelf-life stability.
Summary
At the Centre for Industrial Rheology, we can help to remove the guesswork from formulation development by utilising our wide suite of synergistic techniques. Whether you are looking to benchmark your product or troubleshoot an issue, we provide high-precision testing to give you the data you need to formulate with confidence.

Related Articles;
Predicting Formulation Stability: Advanced Insights for Suspensions and Emulsions
Wasif Altaf serves as an Applications Specialist at the Centre for Industrial Rheology, leveraging a chemical engineering background (BEng) to bridge theory and practice. His work focuses on advanced rheological characterisation.